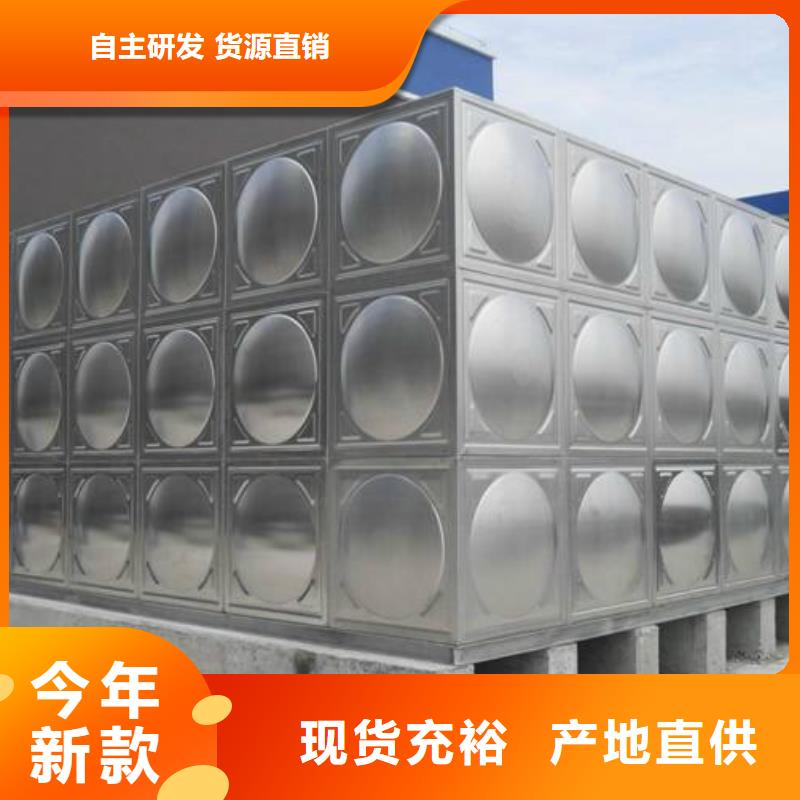

通辽不锈钢焊接水箱结构独特 <通辽>国赢供水设备有限公司
通辽不锈钢水箱许多消费者对如何购买不锈钢水箱不甚了解,不知道如何才能购买到适合自己的水箱产品,那么在这里,国赢技术人员告诉您选购不锈钢水箱需要了解哪些水箱参数。 1、不锈钢水箱的尺寸,这里的尺寸包括箱体体积的尺寸和水箱外形尺寸。箱体尺寸即容积,水容量,用户需要明确自己需水量的多少来确定水箱体积,水箱容积直接影响水箱外形尺寸,同时水箱尺寸的大小也是影响水箱价格的重要因素之一。 2、箱板的厚度。水箱板材的厚度标准有两种, 标准和行业标准。相对来说,行业标准的板厚要薄一些,价格也要较低些。水箱板又分为顶板、顶板和侧板,底板厚,靠近水箱底部的侧板要比远离底部的侧板要厚一些,顶板标准规格。 不锈钢水箱 3、水箱的接管直径。水箱箱体是个密封的容器,但是有一些预留孔,如进出水孔,透气孔,溢流口,排污口等,这些也需要在购买之前明确多大的管径能够满足自己的供水需求。 4、水位控制问题。水箱水位控制高度一般采用液位计或是浮球阀来控制。 5、水箱基础设置参数。现在安装的不锈钢水箱都要设置槽钢基础,一般来说槽钢基础参数的设置与水箱安装质量直接相关。不锈钢过滤罐和水箱技术要求如下: 产品应符合本标准的要求,并按规定的图纸要求和尺寸制造。 产品焊接完毕后各坚固件不得有松动,各连接件不得有漏焊、不得有漏件现象。
 sqhuihuang
42253
sqhuihuang
42253

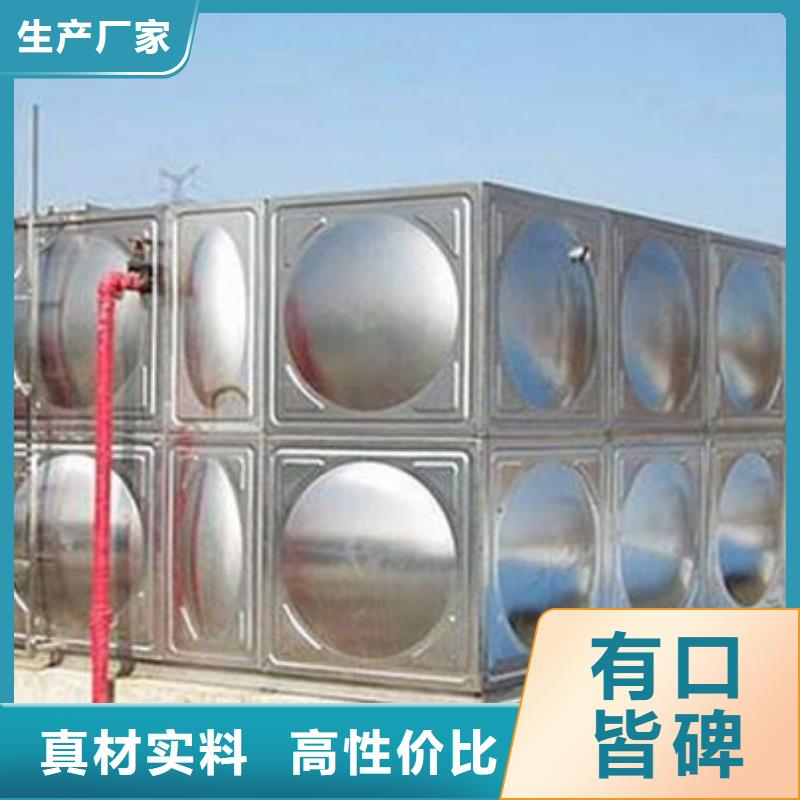
通辽不锈钢水箱当水箱金属材料试样受拉力尸时,将产生拉伸变形。力比较小 时,试样的伸长随载荷成正比例增加,保持直线关系,力去除后 试样恢复原状,这种变形叫弹性变形。当拉力增大到一定程度 时,去掉拉力后试样的伸长只能部分恢复,而保留一部分残余变 形。这个残余变形叫塑性变形。 当拉力再增加到一定值时,水箱试样 在拉力不再增加或拉力减少的情况下而继续伸长变形。此时,认 为金属发生了屈服。在屈服阶段以后,要使试样继续变形,必须 不断增加拉力。随着塑性变形增加,变形抗力不断增加的现象叫 形变强化,当拉力继续增加到一定值后,试样的某一部分截面开 始急剧缩小,产生“缩颈”,这时,拉力开始减小,直至试样断 裂。将固溶处理和时效处理分开叙述,而没有像不锈钢水箱马氏体不锈 钢调质那样,将淬火和回火同时叙述,是想说明一个问题,对于不锈钢水箱马氏体沉淀硬化不锈钢,固溶处理后直接进行时效处理,还是固 溶处理后进行机加工再进行时效处理,这可根据零部件特征及要 求的时效硬度来考虑。例如,如果要求时效处理后的强度等级 高,即经固溶时效处理后的硬度高,则 在固溶处理后具有较 低硬度的情况下进行机械加工,把大量的机械加工量完成,在留 有极少量的加工余量条件下进行时效处理,因为时效后硬度很 高,难以进行大量的机械加工。 若采用这种程序,需注意的一个 问题是,一旦不锈钢水箱时效处理后性能达不到要求,则无法再重新进行固 溶处理,因为加工余量少,满足不了固溶变形的要求。解决这种 问题的办法,可以在固溶处理后对试件进行模拟时效处理,先确 认工件时效处理后的性能水平。
通辽不锈钢焊接水箱结构独特
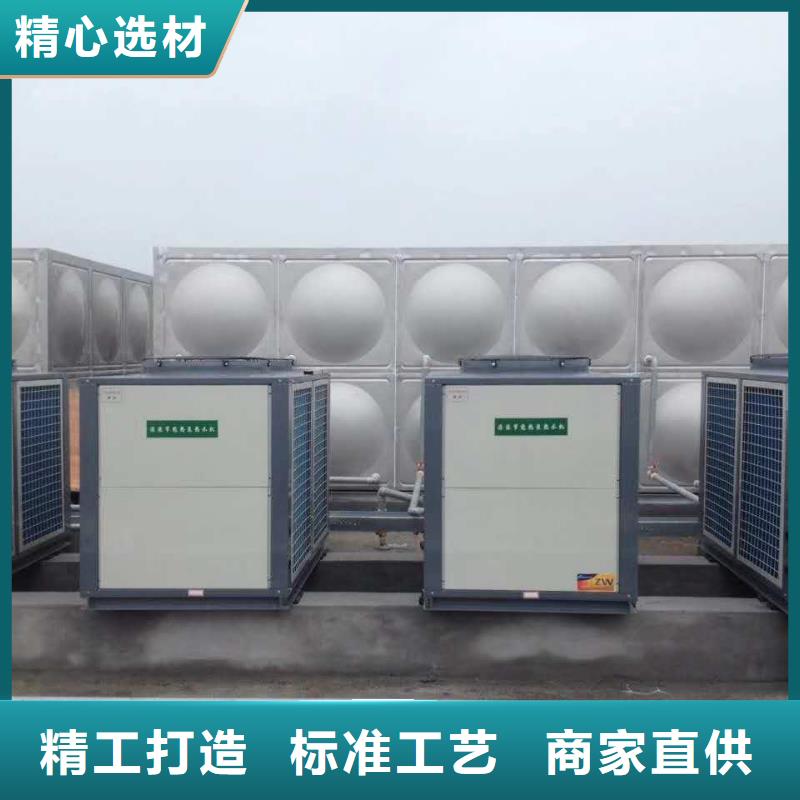
通辽不锈钢水箱厂焊接网和保温层效果 不锈钢水箱厂钢筋焊接网通常分为标准焊接网(简称标准网)和非标准焊接网(简称非标准网或定制网)两种类型。按规定的结构和尺寸制作的焊接网称为标准网,标准网以外的焊接网统称为非标准网。非标准网用于具体工程中,亦称为定制网或工程网。 在应用过程中出现了许多新的布置形式和新的焊接网类型,如组合网、格网、梯网、箍筋笼网、螺旋网、格构梁网等。其中组合网、格网、梯网、箍筋笼网为常规焊接网通过专用的布置形式或常规焊接网再加工(焊接、裁剪、成形等)制作成的钢筋焊接网,用于特殊要求的场合的焊接网类型。螺旋网、格构梁网等则为专用焊接设备生产的,钢筋两个方向不正交,突破了常规焊接网定义的焊接网类型。 大量使用的焊接网仍然为常规定义的焊接网。因此钢筋焊接网可为所有钢筋焊接网的统称,也常作为常规定义钢筋焊接网的简称。除常规钢筋焊接网分为标准焊接网和非标准焊接网两种类型外,将专门布置设计或专门加工的钢筋焊接网如组合网、格网、梯网、箍筋笼网、螺旋网、格构梁网等按相应类型分类和阐述。 由于焊网机的高度自动化和智能化,就焊接网制作而论,标准网、非标准网的制作难度界限正在消失,仍然存在的差别是它们的制作效率、安装效率和成本。焊接网的类型分类会因此而改变。 1、聚氨酯泡沫的形成:聚氨酯泡沫的形成是一种化学反应过程,它需经历发泡过程和熟化过程两个阶段。 ①不锈钢水箱厂保温发泡过程:必须具备的主要工艺条件;温度;黑、白料的配比;黑、白料混合均匀。 1)温度:聚氨酯发泡应在一定的温度下,才能进行充分的反应,其温度以20-30℃为宜。温度较低时,发泡反应进行缓慢,泡沫固化时间长;温度高,则发泡反应进行快,泡沫固化时间短。温度过低或过高,都不易得到高质量的产品。这里的温度并非单指原料温度,发泡模具、国赢水箱内胆、外壳也应达到该温度。尤其在冬季,水箱内胆、外壳温度会很低,即使注入的发泡料温度合适,当其接触到冷的金属后,温度会立即下降,一方面增大了泡沫成型收缩率,温度越低收缩率越高,另一方面会在泡沫表面特别是在金属表面形成一层没有充分发泡甚至不发泡的硬皮,增加了泡沫灌注量,提高了泡沫生产成本,也降低了低温性能。所以在冬季一定要将发泡车间的温度提高到20-25℃,水箱内胆、外壳必须提前由室外放入发泡车间进行预热。 2)黑、白料的配比:黑料和白料的 配比应为1:1。当白料过量时,泡沫密度低,颜色发白,强度下降,手感软,弹性差,气温低时容易收缩;当黑料过多时,泡沫密度高,颜色深,强度高,手感硬而脆。这里应立即核对料比,查看过滤器及管路是否堵塞,温度、压力是否正常,确保黑、白料比例的准确性。3)黑、白料混合均匀:黑、白料应充分混合均匀,否则轻则泡沫颜色变深、泡孔粗大,重则泡沫颜色不匀,出现不规则的花斑或花纹。这是因为局部白料过量(导致泡沫收缩)或局部黑料过量(导致泡沫易开裂)造成的。 ②熟化过程:熟化是指泡沫固化后在一定温度下放置的过程,目的是让化学反应进行完全,达到 性能。特别在冬季,熟化过程至关重要。熟化温度越高,所需时间越短。待泡沫完全熟化后,再移至温度较低的地方(如成品库)。如果有条件,可建立40-60℃的加热烘道,在较高的环境温度下快速完善熟化过程。如果没有条件,应在25℃的环境中放置10小时以上。
<通辽>国赢供水设备有限公司